
Page 17 - CJAYS-Specialist in Lastechniek- & Apparatuur| WELDAR
P. 17
3. INSTALLATION 11) Indicates that the display (10) shows the MIG
welding wire speed.
This must be carried out by skilled personnel. All 12) Indicates that the display (10) shows the welding
connections must be carried out according to current current.
regulations, and in full observance of safety laws (CEI 13) 2T or 4T mode selection Button.
reglement 26-10 – CENELEC HD 427). 14) Wave control: Is used to adjust the intensity of the
- Make sure that the supply voltage matches the welding arc.
voltage indicated on the specifications plate. 15) Setting knob: In relation to the selected LED,
- When mounting a plug, make sure it has an regulates: the welding current
adequete capacity, and that the yellow/green (LED 12) or wire speed in MIG welding (LED 11).
conductor of the power supply cable is connected to 16) Setting knob: regulates welding voltage.
the earth pin.
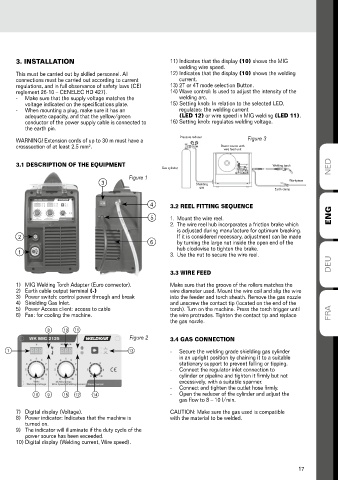
Pressure reducer Figure 3
WARNING! Extension cords of up to 30 m must have a
crosssection of at least 2.5 mm². Power source with
wire feed unit
3.1 DESCRIPTION OF THE EQUIPMENT Welding torch ned
Gas cylinder
Figure 1
3 Shielding Workpiece
gas Earth clamp
4 3.2 REEL FITTING SEQUENCE
5 1. Mount the wire reel. eng
2. The wire reel hub incorporates a friction brake which
is adjusted during manufacture for optimum breaking.
2 If it is considered necessary, adjustment can be made
6 by turning the large nut inside the open end of the
hub clockwise to tighten the brake.
1 3. Use the nut to secure the wire reel.
deu
3.3 WIRE FEED
1) MIG Welding Torch Adapter (Euro connector). Make sure that the groove of the rollers matches the
2) Earth cable output terminal (-) wire diameter used. Mount the wire coil and slip the wire
3) Power switch: control power through and break into the feeder and torch sheath. Remove the gas nozzle
4) Shielding Gas Inlet. and unscrew the contact tip (located on the end of the
5) Power Access client: access to cable torch). Turn on the machine. Press the torch trigger until
6) Fan: for cooling the machine. the wire protrudes. Tighten the contact tip and replace fra
the gas nozzle.
8 10 11
Figure 2 3.4 GAS CONNECTION
7 13 - Secure the welding grade shielding gas cylinder
in an upright position by chaining it to a suitable
stationary support to prevent falling or tipping.
- Connect the regulator inlet connection to
cylinder or pipeline and tighten it firmly but not
excessively, with a suitable spanner.
- Connect and tighten the outlet hose firmly.
16 9 15 12 14 - Open the reducer of the cylinder and adjust the
gas flow to 8 – 10 l/min.
7) Digital display (Voltage). CAUTION: Make sure the gas used is compatible
8) Power indicator: Indicates that the machine is with the material to be welded.
turned on.
9) The indicator will illuminate if the duty cycle of the
power source has been exceeded.
10) Digital display (Welding current, Wire speed).
17