
Page 25 - CJAYS-Specialist in Lastechniek- & Apparatuur| WELDAR
P. 25
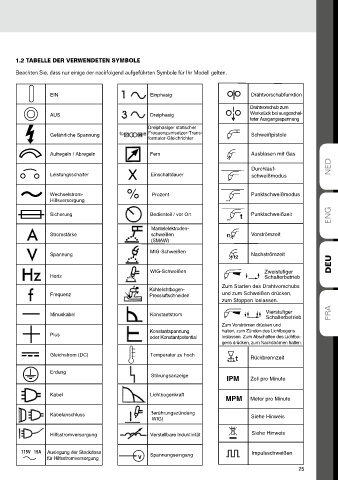
1.2 TABELLE DER VERWENDETEN SYMBOLE
Beachten Sie, dass nur einige der nachfolgend aufgeführten Symbole für Ihr Modell gelten.
EIN Einphasig Drahtvorschubfunktion
Drahtvorschub zum
AUS Dreiphasig Werkstück bei ausgeschal-
teter Ausgangsspannung
Dreiphasiger statischer
Gefährliche Spannung Frequenzumsetzer-Trans- Schweißpistole
formator-Gleichrichter
Aufregeln / Abregeln Fern Ausblasen mit Gas
ned
Durchlauf-
X schweißmodus
Leistungsschalter Einschaltdauer
%
Wechselstrom- Prozent Punktschweißmodus
Hilfsversorgung
eng
Sicherung Bedienteil / vor Ort Punktschweißzeit
t
Mantelelektroden-
Stromstärke schweißen t1 Vorströmzeit
(SMAW)
MIG-Schweißen
Spannung Nachströmzeit
t2
deu
WIG-Schweißen Zweistufiger
Hertz Schalterbetrieb
Zum Starten des Drahtvorschubs
Kohlelichtbogen-
Frequenz Pressluftschneiden und zum Schweißen drücken,
zum Stoppen loslassen.
Vierstufiger
Minuskabel Konstantstrom fra
Schalterbetrieb
Zum Vorströmen drücken und
Konstantspannung halten, zum Zünden des Lichtbogens
Plus
oder Konstantpotential loslassen. Zum Abschalten des Lichtbo-
gens drücken, zum Nachströmen halten.
Gleichstrom (DC) Temperatur zu hoch
t Rückbrennzeit
Erdung
Störungsanzeige
IPM Zoll pro Minute
Kabel Lichtbogenkraft
MPM Meter pro Minute
Kabelanschluss Berührungszündung Siehe Hinweis
(WIG)
Hilfsstromversorgung Verstellbare Induktivität Siehe Hinweis
115V 15A Auslegung der Steckdose Spannungseingang Impulsschweißen
für Hilfsstromversorgung V
25