
Page 35 - CJAYS-Specialist in Lastechniek- & Apparatuur| WELDAR
P. 35
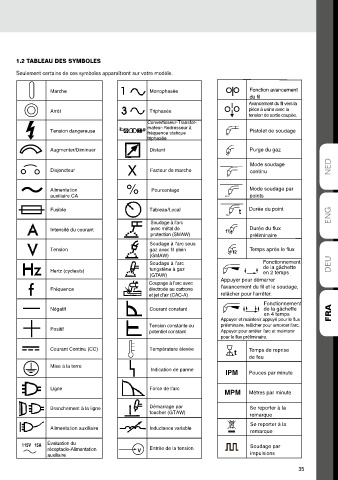
1.2 TABLEAU DES SYMBOLES
Seulement certains de ces symboles apparaîtront sur votre modèle.
Marche Monophasée Fonction avancement
du fil
Avancement du fil vers la
pièce à usine avec la
Arrêt Triphasée
tension de sortie coupée.
Convertisseur-Transfor-
mateur-Redresseur à
Tension dangereuse Pistolet de soudage
fréquence statique
triphasée
Augmenter/Diminuer Distant Purge du gaz
Mode soudage ned
Disjoncteur X Facteur de marche continu
% Mode soudage par
Alimentation Pourcentage
auxiliaire CA points
Fusible Tableau/Local t Durée du point eng
Soudage à l’arc
Intensité du courant avec métal de t1 Durée du flux
protection (SMAW) préliminaire
Soudage à l'arc sous
Tension gaz avec fil plein t2 Temps après le flux
(GMAW)
Soudage à l’arc Fonctionnement deu
Hertz (cycles/s) tungstène à gaz de la gâchette
en 2 temps
(GTAW)
Appuyer pour démarrer
Coupage à l’arc avec
Fréquence électrode au carbone l'avancement du fil et le soudage,
et jet d’air (CAC-A) relâcher pour l'arrêter.
Fonctionnement
Négatif Courant constant de la gâchette
en 4 temps fra
Appuyer et maintenir appuyé pour le flux
Tension constante ou préliminaire, relâcher pour amorcer l’arc.
Positif
potentiel constant Appuyer pour arrêter l’arc et maintenir
pour le flux préliminaire.
Courant Continu (CC) Température élevée Temps de reprise
t
de feu
Mise à la terre
Indication de panne
IPM Pouces par minute
Ligne Force de l’arc
MPM Mètres par minute
Branchement à la ligne Démarrage par Se reporter à la
toucher (GTAW)
remarque
Se reporter à la
Alimentation auxiliaire Inductance variable
remarque
Évaluation du
115V 15A Soudage par
réceptacle-Alimentation V Entrée de la tension
auxiliaire impulsions
35